 智汇+首页
智汇+首页










进入店铺
佛山市固高自动化技术有限公司




 应用方式:焊接应用
应用方式:焊接应用
 应用行业:建材家居
应用行业:建材家居
 案例地址:广东省佛山市南海区
案例地址:广东省佛山市南海区
 发布时间:2020-10-25
发布时间:2020-10-25
价格:面议
收藏
 7642
7642
立即雇佣他
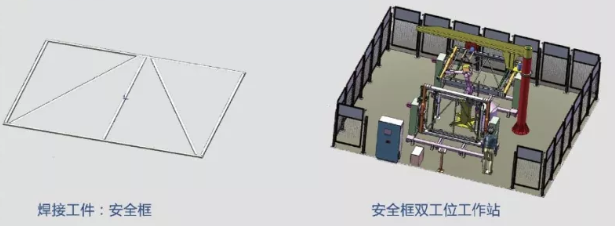
建筑爬架--安全网自动焊接系统
机器人焊接工作站:
本工作站主要结构为一台工作半径为1650MM的六轴焊接机器人配合两套柔性化工装夹具。可180°翻转的伺服变位平台,以及焊枪自动清洗器;自动化控制系统等辅助设备。只需1-2人普通操作工即可维持系统的正常生产。
生产状态下该工作站的运行模式为:位于机器人两侧的装夹具平台在接受人工上料后,轮番由机器人进行焊接工作。该工作站可生产安全框,另外加夹具库如导轨固定座、顶撑、立头接管等十二种爬架配件的焊接。
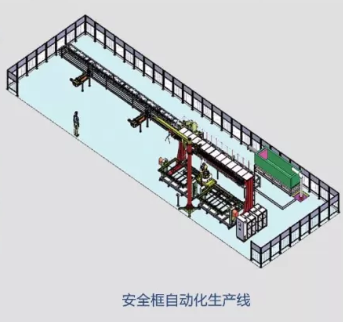
自动化生产线:
可生产全型号的爬架安全框,可实现理料、锯切、工件缓存、工件上料、焊接、下料等工序的自动化运行,可实现无人化生产。
工序简介:1.上件(工人将整捆方管吊上进料机,剪断钢带,产线开始运行);2.锯断(气夹固定十根方管,伺服驱动锯断机,按要求锯断方管);3.缓存(由程序控制阻挡机构将工件缓存在进料机上,在取件机器人取走一件后自动后补齐一件);4.机器人上件(搬运机器人带3套夹具,可分别取送方管及连接耳);5.夹具翻转机构(机器人上件后夹具自动定位夹紧,翻转机构可在任意角度停止,以适应机器人按工艺要求焊接);6.CO2焊接(由一台天轨运行机器人对工件进行焊接);7.取件(由联机的悬臂吊机将成品挂上输送链)。
