 智汇+首页
智汇+首页










进入店铺
巨轮(广州)机器人与智能制造有限公司



 应用方式:打磨应用
应用方式:打磨应用
 应用行业:五金制品、建材家居
应用行业:五金制品、建材家居
 案例地址:广东省广州市黄埔区
案例地址:广东省广州市黄埔区
 发布时间:2020-04-26
发布时间:2020-04-26
价格:面议
收藏
 4106
4106
立即雇佣他
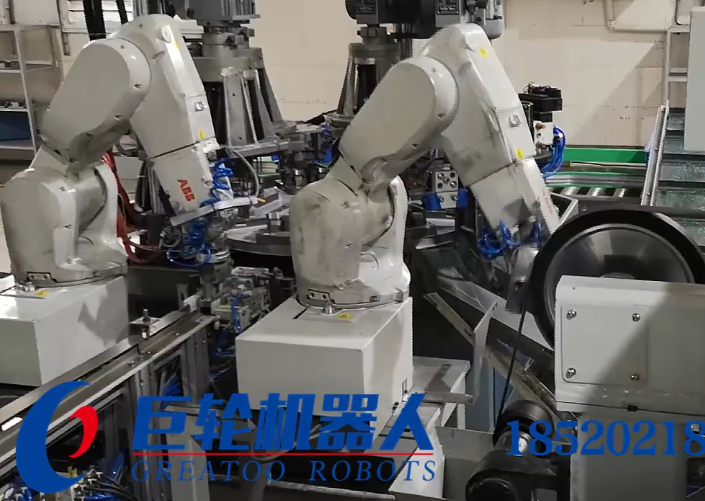
该铝窗自动化生产线用于铝窗执手座、执手把产品的打磨抛光、钻孔攻牙以及与研磨房实现自动化对接。要求一次上料完成抛磨+钻攻工序,外观达到 砂光品质;下料自动收集并转运下一工序点;产品尺寸及形位误差较大,不同批次的误差会达到±2mm;产品规格繁多,换产频率高,要求适应性及扩展性强,一次上料,能满足半个班次的生产。
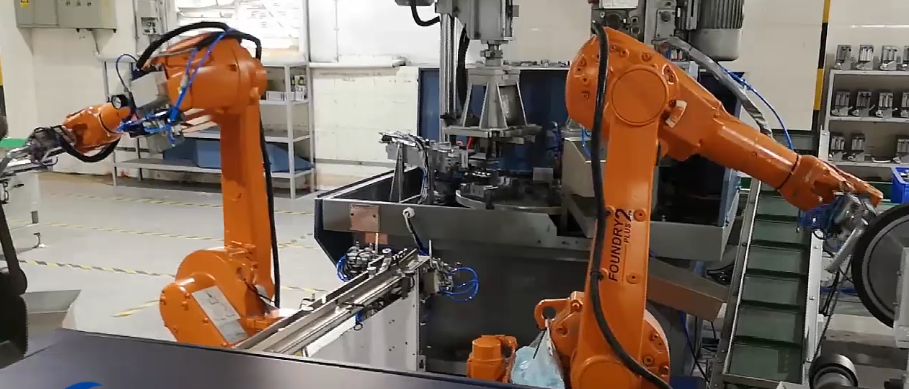
(1)该生产线包含4套单元,执手座、执手把分别2个单元,每一个单元分别对应20款产品;通过2台工业机器人+2台砂带机完成打磨动作后放置多轴钻攻机上完成钻攻工作;
(2)工站配备打磨接触力补偿插件、耗材磨损补偿、砂带纠偏功能,解决产品偏差及耗材磨损问题确保品质一致、稳定生产;
(3)上料采用斗式提升机+震动盘方式,一次上料可缓存4H工时毛坯,末端定位利用产品外观共同征设计解决了规格繁多问题,大大提高换产的便 捷性;
(4)夹具采用杆杠+涨套结构,利用工件中心孔涨紧确保夹持力同时也解决多规格使用问题;
(5)下料转运系统采用AGV方式,3台AGV智能分配,完成满框及空框的转运工作
执手座机器人打磨:
执手部分打磨:
AGV机器人搬运:

