智汇+首页
智汇+首页










进入店铺
广工大研究院技术研发部



 应用方式:检测应用
应用方式:检测应用
 应用行业:电子电器
应用行业:电子电器
 案例地址:广东省佛山市南海区
案例地址:广东省佛山市南海区
 发布时间:2020-03-25
发布时间:2020-03-25
价格:面议
收藏
 4369
4369
立即雇佣他
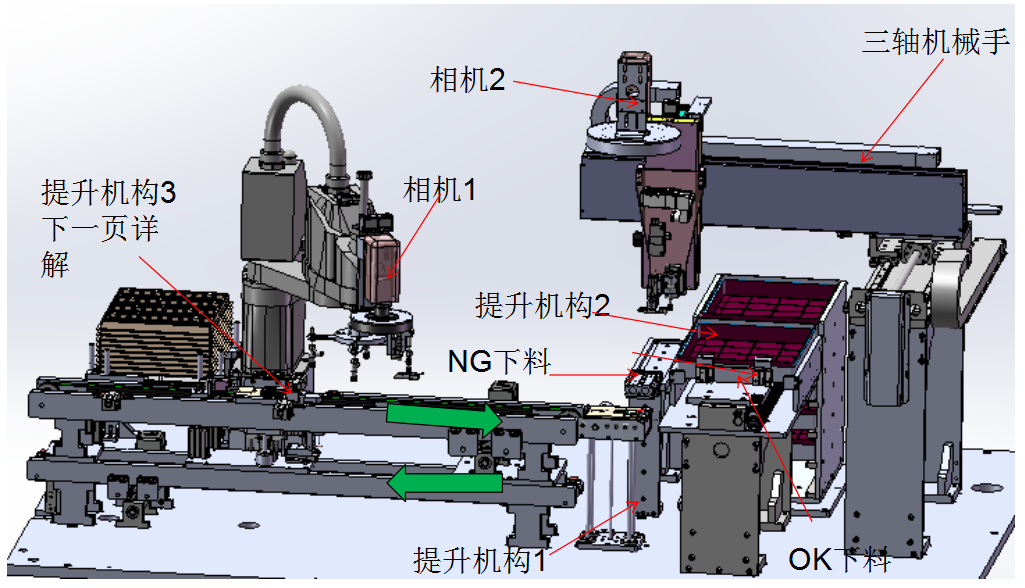
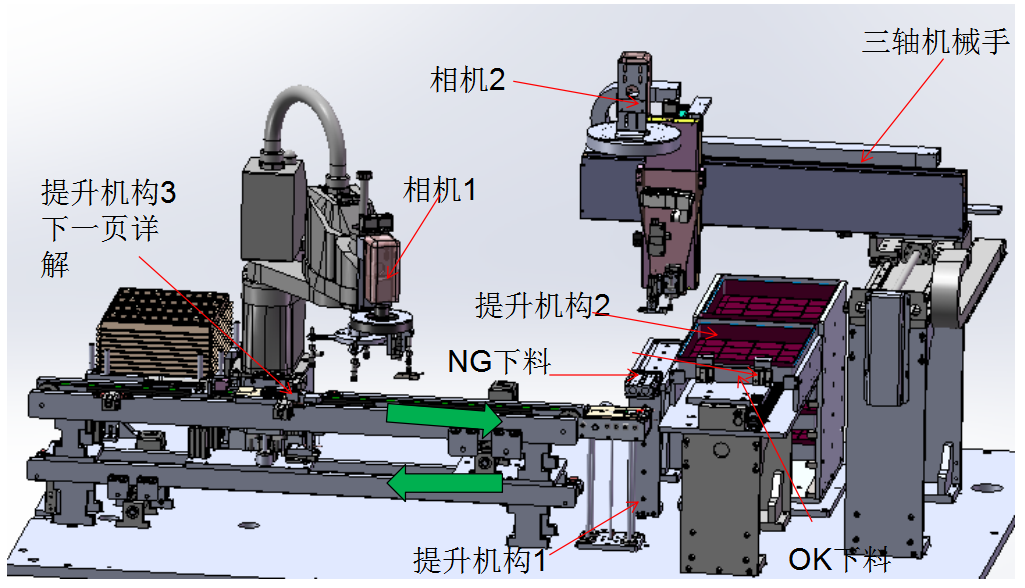
基于视觉引导的光纤模块组装线
1.实现整机控制流程,包括9个步进电机,至少52个输出口、107个输入口的控制,还包括视觉系统与机器人控制器的通讯。
2.实现视觉定位和检测功能,具体如下:
(1).实现工件1 和工件2的视觉定位,定位同时判定摆放状态,跳过摆放不正确的工件的抓取
(2).实现工件3,4,5,6的有无判断。
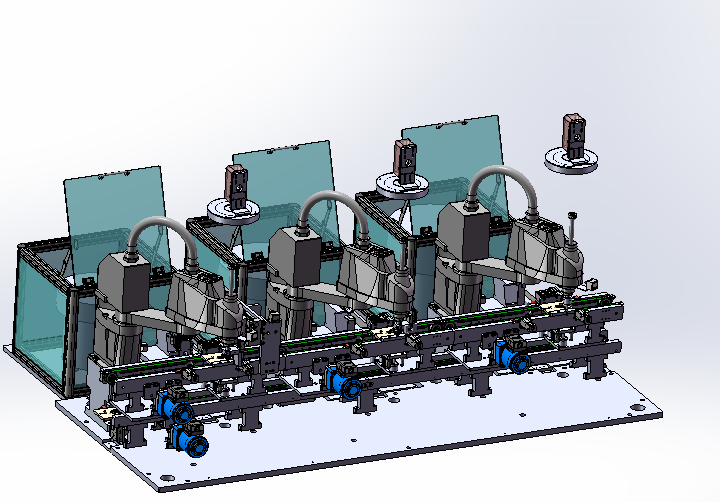
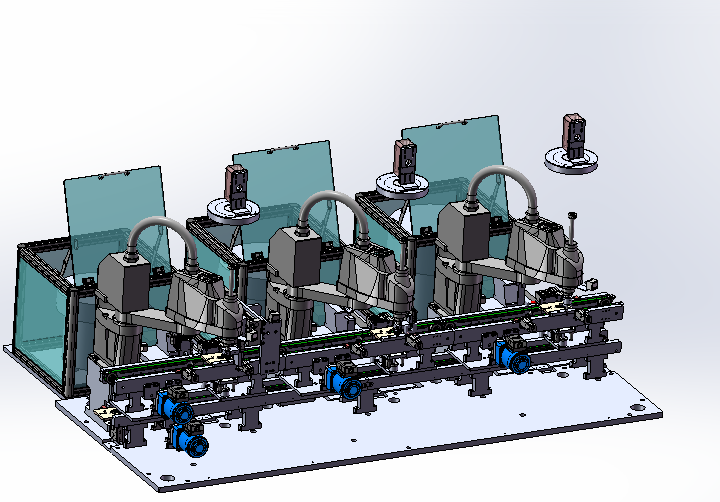
3.系统集成包括主界面在内的7个界面。每个相机设置一个单独显示器显示当前相机的图像和当前工位的信息。
4.为兼容集中不同型号产品的组装,系统总共设计6个工位和6套视觉系统,系统在运行之前可以在主界面配置其中某一个或多个工位不工作。
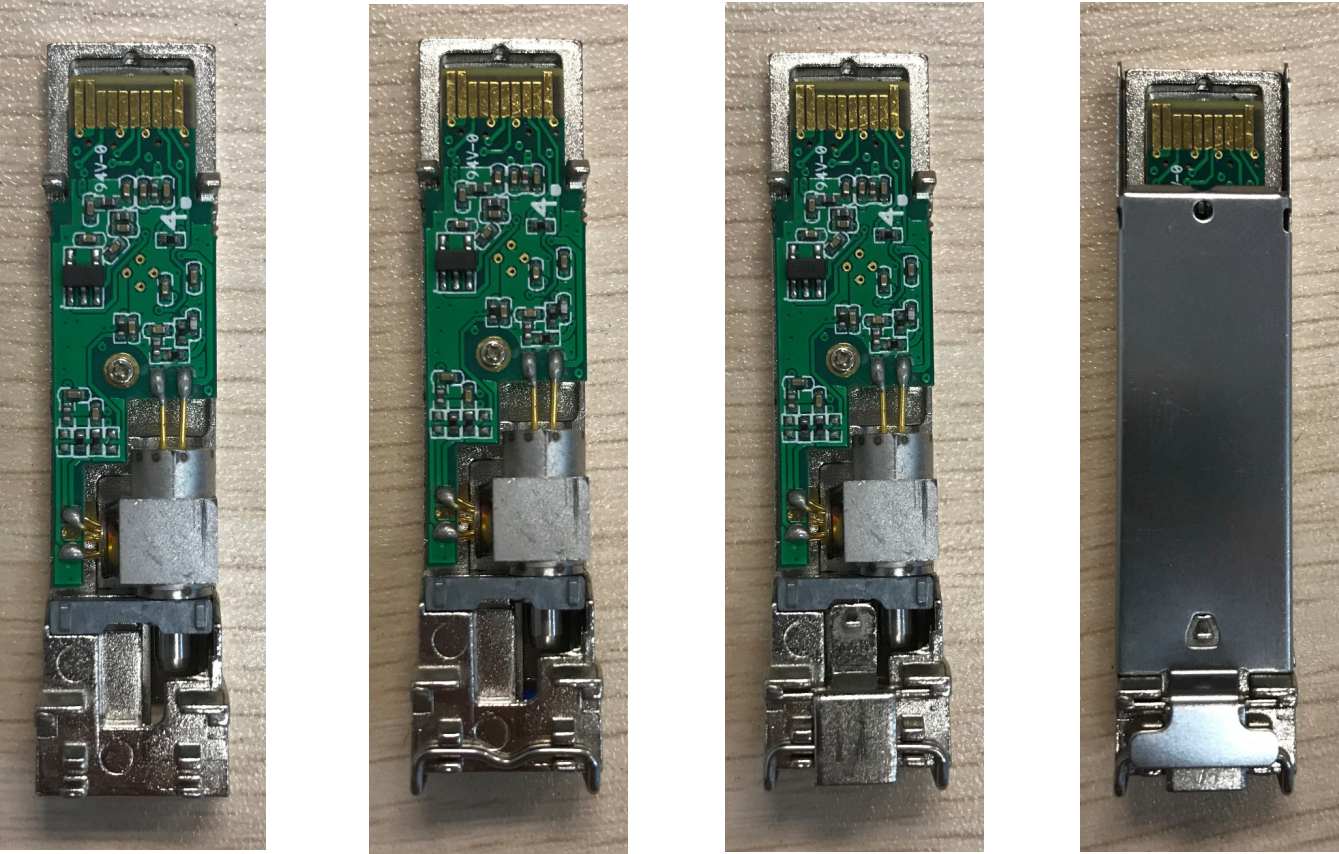
其中检测模块如上图,引导并检测4个工位进行装配
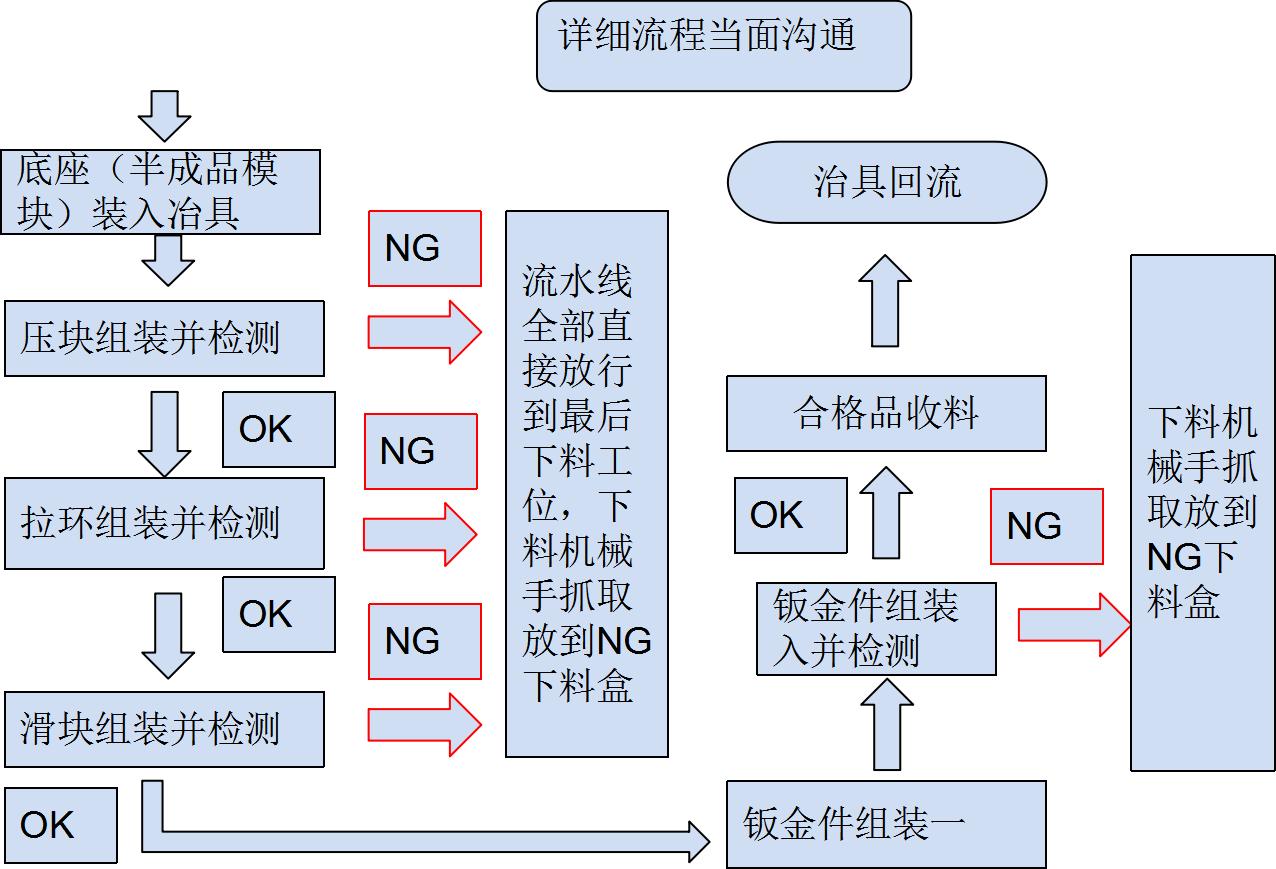
系统流程图